| Interrupted OD turning of machine parts | ||
|---|---|---|
| 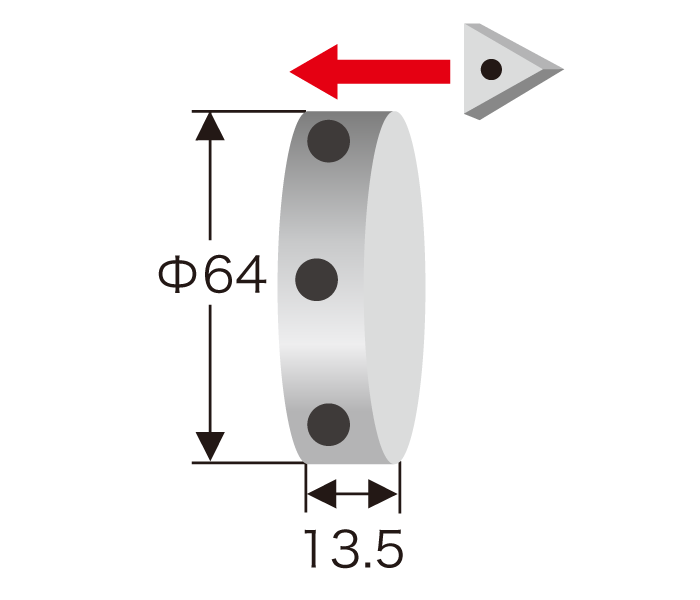 | |
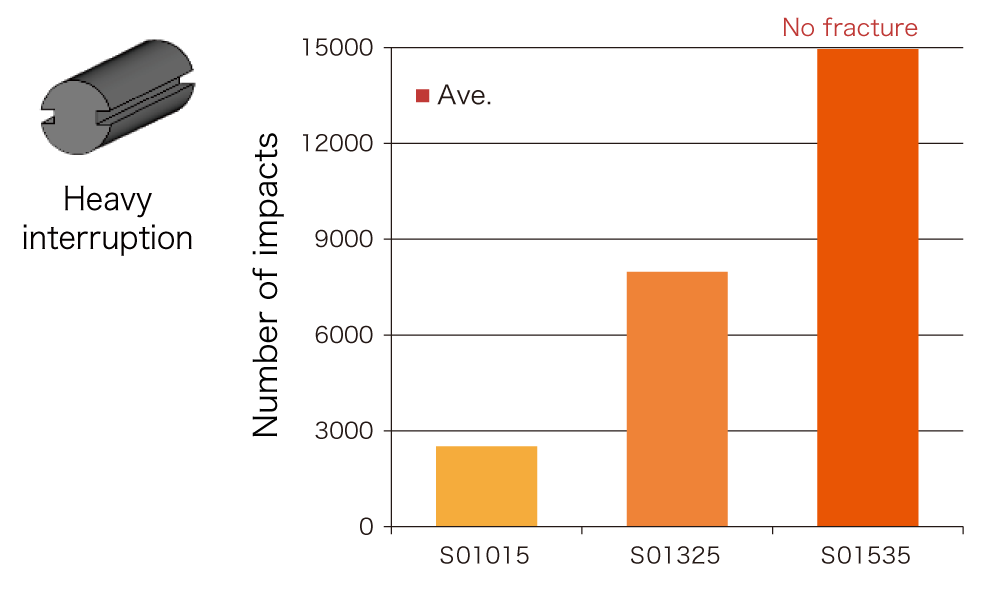
| Front turning Heavy interruption | ||
| ||
| ||
| ||
| ||
| G6L | 700 pcs / corner | |
| Conventional tool | 400 pcs / corner | |
| Interrupted OD turning of automotive parts Steel – carburized & quenched | ||
|---|---|---|
| 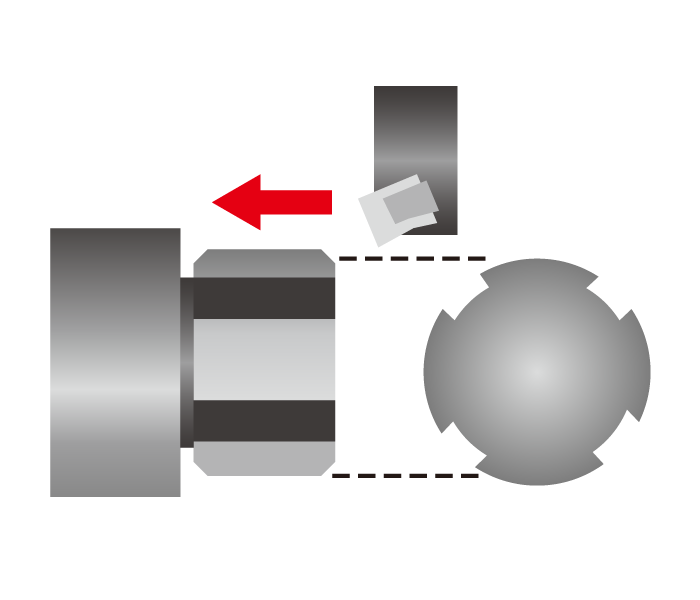 | |
| Front turning Heavy interruption | ||
| ||
| ||
| ||
| ||
| G6L | 400 pcs / corner | |
| Conventional tool | 150 pcs / corner | |